





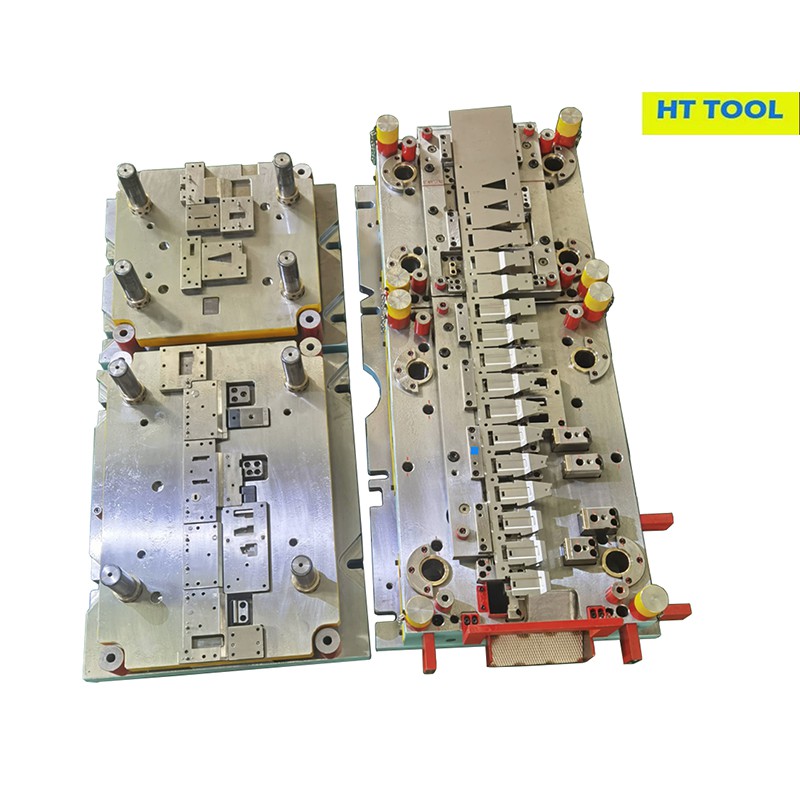
Složeni alat i progresivni alat
Veličina proizvoda: 2500L*700W*550H
Materijal: ugljični čelik, nehrđajući čelik, aluminijska ploča, mesing, bakar ili pocinčani lim itd.
Opis proizvoda
|
Naziv proizvoda |
Složeni alat i Progresivni alat |
|
Artikl br. |
HTSD-004 |
|
Veličina proizvoda |
2500L*700W*550H |
|
Materijal |
Ugljični čelik, nehrđajući čelik, aluminijska ploča, mesing, bakar ili pocinčani lim itd. |
|
Debljina materijala |
0.5-8mm ili prilagođeno |
|
Površinska obrada |
Pocinčano, praškasto, farbanje, poliranje, četkanje, hromiranje, eloksiranje, pjeskarenje, itd. |
|
Strojna oprema |
CNC, EDM, Argie Charmilles, Mašina za glodanje, 3DCMM, |
|
Logo Method |
Lasersko graviranje, CNC graviranje |
|
Industrijska primjena |
Automobili,Kućni aparati,Elektronika,Aero-svemir |
|
Pakovanje |
Drvena kutija ili po Vašoj želji |
|
Testing Facility |
Tri koordinatna mjerna mašina,mikrometar,čeljusti,3D skener |
|
Proizvodna sposobnost |
150 kompleta godišnje |
Uvođenje složenog alata i progresivnog alata:
Složene kalupe za štancanje izrađuju se uz pomoć složenog dizajna matrice. Ova matrica je napravljena da izvrši nekoliko zadataka sa svakim potezom pritiska i koristi se za operacije rezanja kao što su blijeđenje i bušenje. Zbog svoje sposobnosti da obavljaju zadatke brže od jednostavnih kalupa za štancanje, složene matrice za štancanje su prikladnije za složene ili teške poslove.
Progresivno štancanje alata idealno je za duge proizvodne cikluse zbog svoje visoke ponovljivosti. U ovoj metodi štancanja metala koristi se jedna mašina sa više matrica. Svaka stanica na kojoj se vrši operacija štancanja automatski pomiče metalnu traku materijala zaliha. Gotovi dio se zatim mora odrezati od trake kao završni korak.


Složeni alat i proces progresivnog alata
Složeni alat i progresivni alat nude ekonomičnu i učinkovitu metodu za proizvodnju velikih serija korištenjem progresivne matrice. Matrica sadrži nekoliko stanica za štancanje koje izvode jedinstvene operacije oblikovanja dok se traka od lima uvlači kroz mašinu. Kombinovanjem potrebnih alata za štancanje u jedan set kalupa poboljšava se efikasnost projekta štancanja.
Sljedeće komponente su neophodne za progresivnu matricu:
❆ Set matrica
❆ Die Buttons (čahuri)
❆Punches
❆ Držač bušotina
❆Tanjir (presjek)
❆Pins
❆ Čišćenje puževa
❆ Striper
Složeni alat i progresivni također mogu uključivati značajke kao što su podlinije, zaustavni blokovi, klizači ili senzori. Primarni cilj ovih komponenti je osigurati precizno rukovanje materijalom.
Progresivno štancanje metala slijedi ove korake:
Progresivna matrica je postavljena unutar klipne prese za štancanje.
Presa se pomera prema gore, donoseći sa sobom gornju matricu i dozvoljavajući metalnoj traci da se uvuče u opremu.
Kada se presa pomiče naniže, matrica se zatvara kako bi se izvršila operacija štancanja.
Gotovi dio se oslobađa iz kalupa svakim potezom preše.
Konačna granična stanica odvaja gotove dijelove od transportne mreže.
Naše usluge
CAE analiza: Precizna CAE analiza pomaže da se poboljša kvalitet delova i optimizuje progresivna matrica za štancanje metala i drugi proces alata za štancanje. Istovremeni inženjering, pregled dizajna proizvoda i rano uključivanje mogu pomoći da se skrati vrijeme trajanja projekta. Ovo je primjer naše CAE simulacije progresivnog štancanja metala:
CAE simulacija

3D simulacija prijenosne matrice

Dizajniranje kalupa za štancanje:U odeljenju za projektovanje alata u mogućnosti smo da našim klijentima pružimo čitav niz usluga. Inženjeri koriste AUTOFORM kako bi osigurali obradivost štancanja i simulacije (dostupne su studije o pukotinama, borama, odskoku, kompenzaciji, video zapisima itd.). Za kompletan 3D / 2D dizajn alata, naši dizajneri (x9) koriste UG softver.
3D progresivno štancanje metaladizajn

3D transfer diedizajn

Upravljanje projektom:Za svaki projekat progresivnog štancanja metala dodijelit ćemo jednog projektanta koji će upravljati cjelokupnim postupkom od koncepta samog početka do savršenog završetka. Imamo prekrasan tim za upravljanje projektima, koji posjeduje jaku inženjersku pozadinu i dobru komunikaciju na engleskom. Ovo pomaže da vaš projekat ide glatko i pod kontrolom. Mi ćemo kupca obavještavati o detaljima ovog projekta sedmičnim izvještajem i ažuriranim slikama. Klijentu je lako upravljati projektom u isto vrijeme. Pružićemo visok standard usluge kupcima samousavršavanjem. Samo jedan telefonski poziv ili e-mail i vidjet ćete da smo spremni za vas u bilo koje vrijeme.

Optimizacija troškova proizvodnje:Kada blisko sarađujemo sa kupcima od planiranja procesa do dizajniranja alata, uvijek trošimo mnogo resursa i napora na maksimiziranje stope iskorištenja materijala i hoda presa i minimiziranje broja alatnih stanica dok osiguravamo stabilnost i ponovljivost proizvodnje.

Proizvodnja kalupa za štancanje:HT TOOL je u mogućnosti da kreira progresivno štancanje metala u svojoj kući kako bi zadovoljio sve potrebe naših kupaca. Naš inženjerski odjel radi s našim talentiranim osobljem kako bi osigurao kvalitet vaših dijelova. Donja tabela je naša lista opreme za obradu:
|
Artikl br. |
Oprema |
Specifikacija (mm) |
KOL |
|
1 |
Press Machine |
800 T(4200*1900*1200) |
1 |
|
2 |
400 T (3300*1500*750) |
1 |
|
|
3 |
200 T (2400*840*550) |
1 |
|
|
4 |
Mašina za hranjenje tri u jednom |
Širina 600 mm, debljina 0.5- 4.5 mm |
1 |
|
5 |
Mašina za hranjenje tri u jednom |
Širina 1200mm, debljina 0.5- 6.0 mm |
1 |
|
6 |
CNC |
2500*1700*1000 |
1 |
|
1100*650*750 |
1 |
||
|
800*500*550 |
3 |
||
|
7 |
Mašina za brušenje površina |
1000*600 |
1 |
|
8 |
800*400 |
1 |
|
|
9 |
Mašina za ručno mlevenje |
150*400 |
2 |
|
10 |
Vertikalna bušilica |
ф1~32 |
3 |
|
11 |
Radijalna bušilica |
¢1~32 |
1 |
|
12 |
¢1~50 |
1 |
|
|
13 |
Mašina za glodanje |
1150*500*500 |
2 |
|
14 |
Normalne mašine za rezanje žice |
800*630 |
1 |
|
15 |
500*400 |
4 |
|
|
16 |
Brze mašine za rezanje žice |
800*500 |
1 |
|
17 |
500*400 |
1 |
|
|
18 |
Stoma EDM |
300*200 |
1 |
|
19 |
3D skener |
650*550 |
1 |
Proba kalupa za štancanje:Imamo mehaničku presu od 200T do 800T

200T mehanička presa
Maksimalna veličina stola: 2400*840*550mm

400T mehanička presa
Maksimalna veličina stola: 3300*1500*750mm

800T mehanička presa
Maksimalna veličina stola: 4200*1800*1200mm
Usluga na jednom mjestu:Kao profesionalni proizvođač progresivnog štancanja metala u kineskoj industriji alata sa solidnom sposobnošću i značajnim kapacitetom, HT Tool and Die nudi integralno rješenje kupcima projektiranjem i izgradnjom alata za hladno i vruće oblikovanje, provjerom učvršćenja i alata za zavarivanje u globalnoj automobilskoj industriji industrija.
Poređenje između kalupa za štancanje: jednostavno u odnosu na složenoumretivs. Progressiveštancanje metalavs. Transfer Dies
|
Feature |
Simple Die |
Compound Die ili Combination Die |
Progresivnaštancanje metala |
Transfer Die |
|
Operacije |
Jedna operacija |
Više operacija (jedan potez). Veoma ograničen na dizajn. |
Više operacija (sekvenca). Malo ograničen na dizajn. Neke složene operacije izvlačenja bi zahtijevale prijenosnu matricu |
Višestruke operacije (prijenos između stanica). Moguć je svaki radni proces. |
|
Stanice |
Jedna stanica |
Jedna stanica |
Više stanica |
Više stanica |
|
Složenost |
Nisko |
Nisko do srednje |
Visoka složenost |
Visoka složenost |
|
Testiranje i postavljanje kalupa |
Lako |
Tesko |
Umjereno. Moduli smanjuju složenost i povećavaju efikasnost podešavanja. |
Obično je lakše od progresivnog, ali zahtijeva uređaje za prijenos i podizanje koji su također složeni za dizajn. |
|
Efikasnost |
Veoma nisko |
Nisko |
Vrlo visoko |
Visoko. Sporije od progresivnog s obzirom na potrebne operacije prijenosa. |
|
Troškovi |
Niska cijena alata, visoka jedinična cijena dijela |
Srednja cijena alata, srednja jedinična cijena dijela |
Visoka cijena alata, vrlo niska jedinična cijena dijela |
Obično veći trošak alata i jedinični trošak od progresivnog |
|
Obim proizvodnje |
Mala jačina zvuka |
Srednje do velike jačine zvuka |
Velika količina (prikladno za masovnu proizvodnju) |
Velika količina, (prikladno za masovnu proizvodnju) |
|
Pogodnost |
Jednostavni dijelovi |
Jednostavni dijelovi |
Kompleksni delovi |
Veći i/ili konkavni dijelovi, složeni dijelovi |
|
Stopa iskorištenja materijala |
Umjereno do visoko |
Umjereno do visoko |
Umjereno. Potreba za pilotima i nosačima može smanjiti korištenje materijala. Dobar dizajn može značajno smanjiti proizvedeni otpad. |
Umjereno do visoko |
|
Operacija slepljivanja |
1 udar |
1 udar |
Poslednja operacija |
Prva operacija |
Složeni alat i progresivni alat Primjena:

Dostava i paket za složeni alat i progresivni alat:

Vrijeme isporuke za složeni alat i progresivni alat:
|
|
Progresivni alat |
Compound Tool |
||||
|
Vrijeme isporuke |
Mala umire (Manje ili jednako 1 M) Sedmice |
SrednjeVeličina ( 2 M-3M ) Sedmice |
Veliki Veličina (3M- ) Sedmice |
Stržni centarVeličina Manje ili jednako 2000 mm sedmice |
Medium umire 2000-3000mm sedmice |
Velika veličina Veće ili jednako 3000 mm sedmice |
|
Simulacija |
2 -3.5 sedmica |
3.5 -5.5 sedmica |
5,5 sedmica |
2 -3.5 sedmica |
3.5 -5.5 sedmica |
6 sedmica |
|
Dizajn |
||||||
|
Uzorak |
|
|
|
0.5 sedmica |
0.5 sedmica |
1 sedmica |
|
Lijevanje/čelik |
0.5 -1 sedmica |
1 sedmica |
1,5 sedmica |
3 sedmice |
4 sedmice |
4 sedmice |
|
Manufacturing |
2.5 -3.5 sedmica |
3.5 -5.5 sedmica |
7 sedmica |
2.5 -4 sedmica |
3.5 - 5.5 sedmica |
7 sedmica |
|
Termička obrada |
||||||
|
Skupština |
3 - 4 sedmica |
5 - 10 sedmica |
10 sedmica |
3 - 4 sedmica |
5 - 10 sedmica |
10 sedmica |
|
Laserski rezani dijelovi |
||||||
|
Off dijelovi alata |
||||||
|
OK Parts |
||||||
|
Otkupite |
||||||
|
Ukupno |
8 -12 sedmica |
13 -22 sedmica |
24 sedmice |
11 -15 sedmica |
16.5 -25.5 sedmica |
28 sedmica |
FAQ:
Koje su različite vrste matrica?
✹Različite vrste matrica
✹Simple Die.
✹Compound Die.
✹Progressive Die.
✹Transfer Die.
✹Kombinirana kocka.
✹Multiple Die.
✹Okrugla podijeljena kocka.
✹Podesiva matrica.
Definicija i proces za složeni alat?
Utiskivanje složenog alata razlikuje se od progresivnog štancanja alata po dovršavanju više operacija – kao što su rezanje i oblikovanje – u jednom potezu. Ova metoda je slična kuharu koji obavlja nekoliko zadataka rezanja jednim brzim pokretom.
Posebno je efikasan za proizvodnju ravnih delova, gde se istovremeno mora dodati više funkcija. Ovaj jednotaktni pristup osigurava visoku preciznost i poravnanje, što ga čini idealnim za dijelove s izuzetnom preciznošću dimenzija.
Prednosti spojaTool Stamping?
Primarna prednost Compound Tool Stamping je njegova preciznost. Budući da se više operacija izvodi u jednom potezu, rizik od neusklađenosti između procesa je minimiziran, što rezultira visoko preciznim dijelovima.
Ova metoda je također efikasna za proizvodnju ravnih komponenti, jer smanjuje broj potrebnih pogodaka u odnosu na druge metode, čime se ubrzava proizvodnja.
Dodatno, Compound Tool Stamping ima tendenciju stvaranja manje otpadnog materijala, doprinoseći uštedi troškova i ekološkoj održivosti.
Nedostaci i ograničenjasloženog alata
Ograničenja složenog štancanja alata uključuju njegovu nižu brzinu proizvodnje od progresivnog štancanja alata, jer se općenito koristi za detaljniji i precizniji rad, a ne za masovnu proizvodnju velike brzine.
Štoviše, postoje bolje metode za složene dijelove koji zahtijevaju višestruke operacije savijanja ili oblikovanja. Složenost i dubina dijelova koji se mogu proizvesti su ograničeni, što znači da je ova metoda najprikladnija za jednostavnije, ravnije komponente.
Popularni tagovi: složeni alat i progresivni alat, proizvođači, dobavljači, tvornice u Kini složenih alata i progresivnih alata, Čvrsto opremanje namještaja, Velika preciznost žigosanje, Žigosanje velike brzine, Ostalo umiranje metala umire, Prototip umiru, Die udariti
Moglo bi vam se i svidjeti





Pošaljite upit